Parts
All Bandit products utilize high-quality and reliable components. Each vendor supplying Bandit is a partner and strvies to provide durable parts at a competitive cost. This ensures machines will run with minimal downtime all while providing years of dependable service. Listed below is an overview of the major wear parts by product line.
Bandit Hand-Fed Chipper
Chipper Knives:
Bandit hand-fed chippers feature high-quality dual edge steel knives from TKM or Zenith. Each knife has two usable edges and can be flipped once one side is beyond use.

Only Bandit knives and hardware are recommended for use in a Bandit chipper. Only then can you be assured of a quality product that fits and performs to the best standards of excellence that is expected from a Bandit chipper.
Chipper knives MUST be always kept sharp for the ultimate chipper and knife performance. The main cause of poor cutting performance is dull knives.
Dull Knives Cause:
- Excessive waste of engine
- Bad quality chips, chunks, slivers,
- Excessive strain on knives and mounting
- Excessive strain on chipper disc/drum bearings and total
- Excessive chipping vibration damaging the
- Increase the probability of the discharge plugging and decreases the throwing
- Loss of time and
The Dulling of Chipper Knives is Caused By:
- Poor quality
- Improper anvil to knife
- Force feeding wood faster than chipper will accept it.
- Dirt, grit, or foreign material on the
- Chipper knives sharpened at wrong
- Improper care of knives and knife
In many instances, a chipper knife cutting edge/point can be brought back to a good edge with a #10 flat mill file. This can reduce the amount of resharpening needed. If knives are sharpened or ground, it is very important to keep the knife angle specified in the operator’s manual.
When replacing knives, they must be replaced in sets and the knife mounting hardware replaced after five times of tightening. Resharpening knives will reduce the width of the knife. Do not over sharpen the knife to be narrower than the allowed width, or you will pack wood and potentially break the knives.
If grinding knives, they must be ground to produce a flat, straight edge. Do not sharpen the knives with a hand-held power grinder, as the knife angle can’t be held, and heat will distort the metal. Sharpening techniques should be the same as those employed for any high carbon steel cutting edge. Use a coolant and exercise care not to draw temper or crack the cutting edges by excessive heating. Knives may be sharpened repeatedly as long as their original width is not reduced to less than the specified minimum width. If a knife measures less than the specified minimum width after sharpening, it must be discarded. Inspect the knives after sharpening to ensure the knives are free of cracks. At least one set of spare knives are recommended to be on hand to avoid downtime for knife sharpening.
Chipper Anvil:
The chipper anvil is a stationary steel component mounted inside the disc or drum throat. The anvil acts as shear when each knife comes around to where the anvil is mounted.

Proper knife to anvil clearance is extremely important ensuring the machine operates at its peak level. A worn or rounded anvil will cause the gap between the knives and anvil to widen. Once this happens, machine chip quality will deteriorate. New Bandit machines today, feature a four-sided anvil that can be rotated or flipped for extended life. An anvil with all four edges used and worn must be replaced.
The anvil condition must be inspected daily, and anvil clearance must be checked on a weekly basis or when the knives are changed or sharpened. Clearance should be checked from the highest knife on the drum or disc. To learn how to check anvil clearance, please view the below video.
Chipper Belts:
Each Bandit chipper utilizes durable banded chipper belts to drive the chipper disc or drum.
New belts will stretch very soon and must be adjusted in the first few hours of operation. Adjust after one hour of operation, then every four hours until the belts quit stretching. If belts are not adjusted properly, belts will slip and glaze over potentially ruining the belt. Additionally, once a belt Failure occurs, the belts could burn and fly off.
To view how to check and adjust the belts, please view the video below.
Shear Bar (Drum-Chippers Only):
The shear bar is standard on all Bandit hand-fed chippers and is located on the top side of the drum housing. This device acts as a secondary knife and is designed to improve the chances of severing rope or line that may be accidentally drawn into the chipper drum. Bandit is the only manufacturer that offers this device, and it can be retrofitted to existing machines.
An improperly adjusted shear bar could result in the device not working if rope or line gets into the drum or can cause damage to the chipper. This clearance should be checked at every 50 hours of operation or when the knives are changed or sharpened. Below is the dedicated video on the shear bar and maintenance.
Clutches:
Most Bandit hand-fed chippers utilize an NACD over center or spring-loaded clutch to engage the disc or drum. The NACD spring-loaded clutch is a non-adjustable clutch featuring pressure plates that require no adjustments. Release levers rise to compensate as wear occurs.
Machines equipped with an NACD over center clutch will need the clutch adjustment monitored. This is done by ensuring the clutch torque falls in between the specified figures on the clutch nameplate. If adjustments are needed, the clutch nameplate will need removed and adjusted by rotating the locking ring accordingly.
The below video will give an overview of the clutch adjusting procedures.
Each clutch will require periodic lubrication. New Bandit machines will ship with a dedicated clutch manual outlining the lubrication schedule and amount.
Parts Catalogs
Bandit Whole Tree Chipper
Bandit “Beast” Horizontal Grinder
Cuttermill & Components
The cuttermill in a Beast Recycler is one of the most important components to keep a preventive maintenance schedule on. The cutterhead is the heart of the Beast, as it does most of the work. Following a daily routine maintenance schedule as outlined in the manual will ensure optimal performance out of a Beast grinder.

It is very important to ONLY use Bandit parts for the cuttermill as the components are specifically designed, tested, and approved for the applications these grinders are used for. The use of non-Bandit parts will void the warranty and potentially cause extensive damage to the mill and machine.
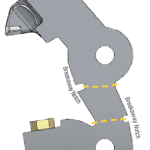
The cuttermill is fabricated with support arms and configured in two spiral patterns (shown below and highlighted yellow and black).

The lead support arms will have a weld on the side, the lead spiral should contain the more aggressive teeth. Tooth holders known as “Cutterbodies” attach to each support arm and hold a tooth and raker that will cut material apart during grinding.
The cutterbody used in each grinder has a leading edge referred to as the “raker arm”. The raker is designed to control the depth of cut that the cutter tooth will take. The more the raker wears, the larger the cut that the cutter tooth is allowed to take. A worn raker on a cutterbody will rob horsepower that could be used at the cutter tooth and takes bigger cuts putting undue stress on the cutterhead shaft leading to possible shaft failure. This will also cause cutterbodies to stretch and fail prematurely. This stress will transfer into the cutterbody bolts and cause them to break or bend. So, maintaining the cutterbody is extremely important for peak performance.

All new Bandit machines feature a replaceable raker that bolts to the cutterbody. This raker is easily replaceable and reduces wear on the cutterbody. Rakers are more economical to replace compared to a cutterbody so maintaining these rakers is extremely important. Rakers should be inspected during the cutter head inspection process. Once a raker wears down past the hard facing or to the point where the top of the cutterbody is exposed it will need replaced.
Teeth
Since each application differs, it is important to determine what tooth combinations perform best under different situations. It many instances, grinders are set-up with two different combinations of teeth, more aggressive teeth on the lead spiral and less aggressive teeth on the non-lead spiral. To set your machine up for maximum performance and to achieve the best end product it is best to contact Bandit or a Bandit dealer for advice. Tooth life depends on the amount of abrasive materials and contaminates in the raw material, the amount of production being processed, and how fine the end product is.

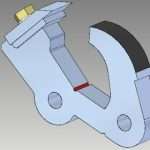
There are various tooth and knife configurations available for a grinder mill depending on the material being ground and the desired end product. All models are available with two different cutterbody options. The replaceable raker style cutterbody is utilized for most grinding conditions and can be configured with a variety of teeth mounted to the cutterbody. For those looking to produce a ¼” chip from clean logs only, a knife style cutterbody can be ordered and equipped with knives. These same cutterbodies can also be equipped with grinder teeth to grind like the replaceable raker style cutterbody teeth. Below are pictures of the two cutterbody options:

1425 / 1680 / 2460:
The models 1425, 1680, and 2460 feature square teeth with a cutting edge on one side. The tooth is mounted to the cutterbody by utilizing a single threaded bolt. Below is a picture of the various teeth available:
1425 tooth quantity = 14
1680 tooth quantity = 26
2460 tooth quantity = 30
2680 / 3680:
The 2680 and 3680 are available with a 30 or 60 tooth mill. The 30-tooth mill is utilized for most applications. 30-tooth mills with the replaceable style raker cutterbodies are available with a variety of tooth configurations and feature a threaded shank / nut combination to mount the tooth to the cutterbody. These teeth are known as “fan teeth” and are designed to get the ground material through the screen quicker increasing production and tooth life. This set-up also decreases wear on other parts around the cutter head and chamber. As mentioned above, knife style cutterbodies can also be ordered on these two models.
If the machine is equipped with a 60-tooth mill, these teeth are like the 30-tooth mill but may not always be a fan tooth. It is highly recommended to use at least one spiral of a fan tooth.
4680:
A 48-tooth mill is standard on all new model 4680’s manufactured (used to be a 60-tooth mill). The teeth on the 48-tooth mill are the same as the 2680 and 3680 and are all fan style.
Like the smaller grinders, knife style cutterbodies, can be ordered on the 2680, 3680, and 4680 to produce a small chip from clean logs (approximately ¼)”.
Chipper Drum:
For those needing to produce a larger dimensional chip from clean logs only, a 4 or 8 knife dedicated chipping drum can be added to select Beast models. This drum can produce chip sizes ranging from 5/8” to 2”.
Screens:
Each grinder is equipped with at least one stationary screen to assist with sizing material after it is ground by the mill. These screens sit behind the mill and are attached to the mill sides utilizing mounting blocks and bolts. Since most of the cutting action is conducted and regulated at the initial cut, the Beast does not rely on the screen as much to size material increasing screen longevity.
There are various screens available for the sizing and consistency of the end product you need. Ensuring these screens are not worn or damaged will be a key factor to producing a high-quality end product. Screens must be checked daily and any screens that are severely worn, bent, or broken must be replaced immediately.

Below is a listing of the various screen styles and sizes available:
Modified Diamond Screen – available in sizes ranging from 5/8” to 7”
*** Highest production rate
*** Less consistent end product
*** Longer stringy-looking end product allows for primary grind and application where high consistency is not necessary
*** Works well in wet green waste where moisture content is high
Round Screen – available in sizes ranging from 1” to 4”
*** Lower production rate compared modified diamond screen
*** Consistent end product, good for final grind / sizing
**** Commonly used for mulch applications including coloring mulch
Square Screen – available in sizes ranging from 1” to 4”
*** Lowest production rate
*** Most consistent end product, good in pallets and material that will splinter
*** Limits overs to produce a more uniform end product
*** Dry material only
Gates:
The models 2680, 3680, and 4680 have additional screening gates that can be hydraulically operated meaning they can be positioned fully open, partially open, or fully closed. The gates can be opened during grinding by the operator’s remote to allow contaminants to exit the grinding chamber quicker. These gates can be ordered in similar configurations and sizes as the screens.